

Стальные шары горячей прокатки
Горячая прокатка стальных шаров – тема, кажущаяся простой на первый взгляд. Но опыт говорит, что здесь скрывается целый пласт сложностей. Многие воспринимают это как механический процесс, в основном связанный с охлаждением и закалкой. А на самом деле, от начальных параметров, состава металла, до контроля температуры и скорости охлаждения зависит итоговое качество готовой продукции – от сферичности и точности размеров до механических свойств. Мы в OOO Шаньси Инли Юкэ Производство Машин уже много лет занимаемся производством подобных изделий, и каждый раз натыкаемся на новые вызовы. Сегодня хочу поделиться некоторыми наблюдениями, которые, надеюсь, окажутся полезными.
Состав и контроль качества сырья – фундамент успеха
Все начинается с сырья. Часто поступает сталь различных марок, и здесь возникает первая проблема – не всегда понятно, какой состав металла действительно соответствует заявленному. Небольшие отклонения в химическом составе могут существенно повлиять на процесс горячей прокатки и, как следствие, на свойства готовых шаров. Мы всегда проводим входной контроль, используя спектральный анализ. Это позволяет не только выявить нестыковки, но и прогнозировать возможные проблемы на этапе производства. Несколько раз приходилось сталкиваться с ситуацией, когда незначительная перестройка химического состава приводила к образованию дефектов в шарах – растрескиваниям, трещинам. Это, конечно, увеличивает процент брака и требует дополнительных затрат на переработку. Кроме того, важно учитывать содержание примесей – серы, фосфора. Они могут ухудшить обрабатываемость и повысить хрупкость материала.
Особенно остро стоит вопрос с углеродистой сталью. Процентное содержание углерода напрямую влияет на пластичность и прокаливаемость шаров из горячекатаной стали. Слишком высокий процент углерода – и шары получаются хрупкими и склонными к образованию трещин при охлаждении. Слишком низкий – и они могут плохо держать форму во время прокатки. Поэтому, мы тщательно контролируем этот параметр и при необходимости корректируем технологический процесс.
Например, в одном из проектов мы работали со сталью, которая, казалось бы, соответствовала техническим условиям. Но после нескольких партий оказалось, что содержание марганца значительно превышает допустимую норму. Это привело к повышенной твердости и снижению ударной вязкости готовых шаров. Пришлось корректировать процесс прокатки и добавлять специальные присадки, чтобы сбалансировать свойства металла. Это был дорогостоящий, но необходимый шаг.
Температурный режим: тонкая настройка
Температура – один из ключевых параметров при производстве шаров из горячекатаной стали. Слишком низкая температура – и металл будет плохо пластифицироваться, что приведет к образованию дефектов. Слишком высокая – и возможно перегрев, что ухудшит механические свойства и может привести к деформации. Оптимальная температура зависит от марки стали, ее состава и геометрии заготовки.
Мы используем систему автоматического контроля температуры, которая позволяет оперативно реагировать на изменения в технологическом процессе. Кроме того, мы проводим регулярные измерения температуры с помощью термопар и визуального контроля. Это позволяет убедиться в правильности работы оборудования и предотвратить возникновение проблем. Особенно важен контроль температуры в зоне деформации, где происходят наиболее интенсивные изменения структуры металла.
Однажды мы столкнулись с проблемой неравномерного нагрева заготовки. Это привело к образованию внутренних напряжений и трещинам в готовых шарах. Пришлось изменить схему нагрева и добавить элементы перемешивания металла в процессе прокатки. Это позволило добиться более равномерного распределения температуры и улучшить качество продукции.
Охлаждение и закалка: формирование свойств
Охлаждение и закалка – это заключительный этап производства шаров из горячекатаной стали, который определяет их окончательные свойства. Скорость охлаждения, режим закалки, температура закалки – все это влияет на твердость, прочность и пластичность готовой продукции.
Мы используем различные методы охлаждения – воздушное, водяное, масляное. Выбор метода зависит от требуемых свойств шаров и от скорости, с которой необходимо завершить процесс производства. Обычно, для получения высокой твердости применяют быстрый отвод тепла, а для получения большей пластичности – более медленное охлаждение. Важный момент - контроль температуры охлаждающей жидкости, чтобы избежать переохлаждения и образования внутренних напряжений.
При выборе охлаждающей среды учитывается химическая активность. Некоторые среды могут вызывать коррозию поверхности металла. Мы используем специальные добавки, которые предотвращают коррозию и улучшают качество поверхности.
Проблемы и их решение в практике
Стоит отметить, что в процессе производства шаров из горячекатаной стали постоянно возникают различные проблемы. Например, часто встречаются дефекты поверхности – царапины, потертости, окалину. Для их устранения применяются различные методы – шлифовка, полировка, пескоструйная обработка. Важно помнить, что выбор метода зависит от требуемого качества поверхности и от материала шаров. Недавно, у нас были проблемы с образованием окалины при высоких температурах. Пришлось изменить состав смазочно-охлаждающей жидкости и увеличить скорость прокатки. В итоге, проблема была решена, и качество поверхности шаров значительно улучшилось.
Еще одна распространенная проблема – образование внутренних напряжений. Они могут привести к деформации шаров при эксплуатации. Для уменьшения внутренних напряжений применяются специальные методы – отпуск, термообработка. Также, важно правильно выбрать режим охлаждения и прокатки. Например, использование специальных масел для прокатки позволяет снизить внутренние напряжения и улучшить механические свойства шаров.
Иногда сложность заключается в поддержании стабильности процесса. Даже небольшие изменения в параметрах могут привести к возникновению новых дефектов. Поэтому, мы постоянно следим за показателями оборудования и проводим регулярную калибровку. Также, мы используем статистический контроль качества, который позволяет выявлять и устранять причины возникновения дефектов.
Перспективы развития
В заключение хотелось бы отметить, что производство шаров из горячекатаной стали – это сложный и многогранный процесс, который требует глубоких знаний и опыта. Мы постоянно работаем над улучшением технологических процессов, чтобы повысить качество продукции и снизить затраты. В частности, мы планируем внедрить новые системы контроля качества и автоматизировать некоторые этапы производства. Также, мы изучаем возможность использования новых материалов и технологий, чтобы расширить ассортимент продукции и удовлетворить потребности наших клиентов. Придерживаясь принципов постоянного улучшения и стремления к совершенству, OOO Шаньси Инли Юкэ Производство Машин стремится оставаться одним из лидеров в своей отрасли.
Соответствующая продукция
Соответствующая продукция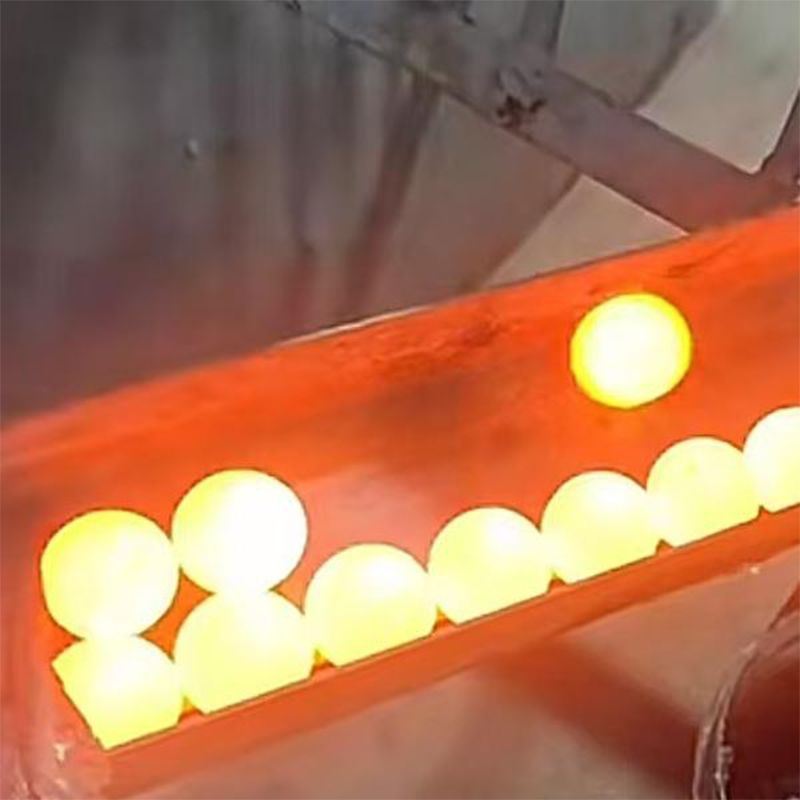







Самые продаваемые продукты
Самые продаваемые продукты

Связанный поиск
Связанный поиск- Дешево износостойкие стальные шары завод
- Китай поковки из среднеуглеродистой среднехромистой стали поставщик
- Высокое ксчество высокохромистые стальные шары
- Молотки на дробилку изготовить поставщик
- Поковки из высокомарганцовистой стали поставщик
- Дешево поковки наконечников зубьев поставщики
- Дешево зубчатые плиты дробилок поставщик
- Дешево молоток для дробилки мм 70 145х60х6 мм производитель
- Китай марганцовистые изделия завод
- Молоток дробилки 110г13 изготовление и мех обработка поставщики